सतह श्रीन्डरको लागि राम्रो ध्रुव चुम्बकीय चक
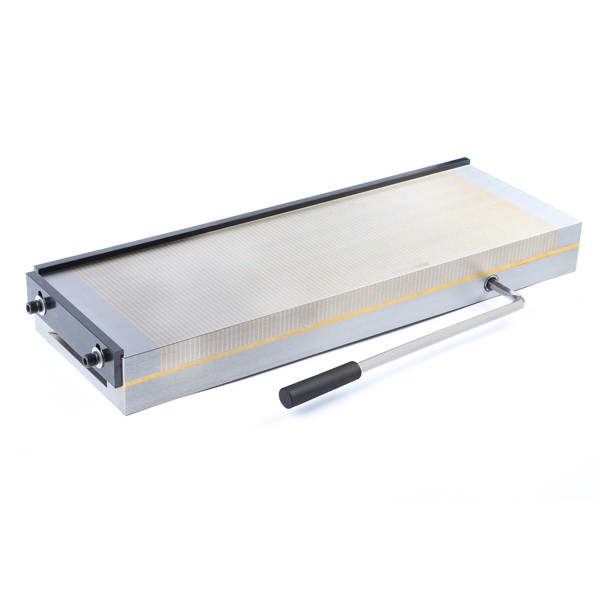
उपकरण मौरीले उच्च गुणस्तर आपूर्ति गर्दछचुम्बकीय चकs उच्चतम मापदण्ड अनुसार निर्मित र स्टकबाट धेरै सामान्य आकारहरूमा उपलब्ध छन्, चुम्बकीय चकहरू आधुनिक उपकरणहरू हुन् जसले वाइसेस, मेकानिकल क्ल्याम्पहरू, र फिक्स्चरहरू प्रतिस्थापन गर्दछ, जसले फेरोम्याग्नेटिक सामग्रीहरू मेशिन गर्दा तपाईंको कामलाई गति दिन्छ।
चुम्बकीय चकहरूले मेसिनका कम्पोनेन्टहरू क्ल्याम्पिङ र अनक्ल्याम्पिङ गरेर धेरै समय बचाउन सक्छ, साथै उत्पादनलाई हानी नगरी वर्कपीसलाई ५ तर्फबाट पहुँचयोग्य बनाउँछ। कार्य होल्डिङका लागि चुम्बकीय चकहरू प्रयोग गर्ने लक्ष्य विश्वभरका निर्माण सुविधाहरूमा लोकप्रिय भएको छ।
मेसिनिङका लागि वर्कपीसहरू परम्परागत रूपमा भिज वा फिक्स्चरहरू प्रयोग गरेर ठाउँमा राखिन्छन्, तर खाली, कास्टिङ वा फोर्जिङलाई मिलिङ, घुमाउने, ड्रिलिंग वा ग्राइन्डिङ गर्नको लागि पर्याप्त ग्रिपसँग समात्न सकिन्छ।चुम्बकीय चकहरू सामान्यतया सतह ग्राइंडिंग अनुप्रयोगहरूमा प्रयोग गरिएको छ, तर अब सामान्य मेसिन पसलहरूमा पनि प्रयोग भइरहेको छ।
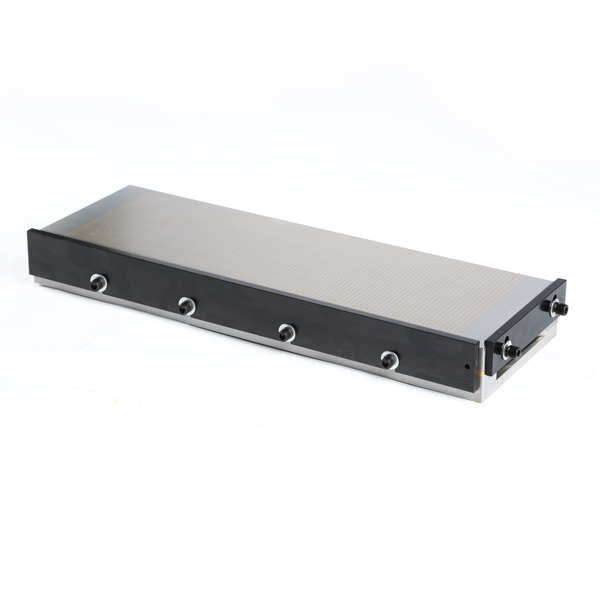
| आदेश नं. | आयाम | चुम्बकीय | स्पेसिङ | वजन (केजी) | ||
| (MM) | बल | (IRON+COPPER) | ||||
| L | B | H | 120N/CM² | १.५+०.५ वा १+३ | ||
| TB-A13-1510 | १५० | १०० | 48 | ४.५ | ||
| TB-A13-2010 | २०० | १०० | 48 | ७.५ | ||
| TB-A13-1515 | १५० | १५० | 48 | ८.५ | ||
| TB-A13-2015 | २०० | १५० | 48 | ११.३ | ||
| TB-A13-3015 | ३०० | १५० | 48 | १६.५ | ||
| TB-A13-3515 | ३५० | १५० | 48 | १९.८ | ||
| TB-A13-4015 | ४०० | १५० | 48 | २२.६ | ||
| TB-A13-4515 | ४५० | १५० | 50 | २५.५ | ||
| TB-A13-4020 | ४०० | २०० | 50 | ३१.५ | ||
| TB-A13-4520 | ४५० | २०० | 50 | 35.5 | ||
| TB-A13-5025 | ५०० | २५० | 50 | 45 | ||
| TB-A13-6030 | ६०० | ३०० | 48 | 72 | ||
| TB-A13-7030 | ७०० | ३०० | 48 | 85 | ||

चुम्बकीय चक को लाभ
चुम्बकीय चकका फाइदाहरू समावेश छन्:
सेटअप कम गर्दै।
वर्कपीसको धेरै पक्षहरूमा पहुँच बढाउँदै।
कार्य होल्डिङ सरलीकरण।
चुम्बकीय चकहरू सञ्चालन गर्न सजिलो
चुम्बकीय चकहरू आपूर्ति गरेर हाम्रा फाइदाहरू:
* उच्च गुणस्तर ग्यारेन्टी चुम्बकीय चक
* प्रतिस्पर्धी मूल्य संग चुम्बकीय चक
प्रयोग विधि
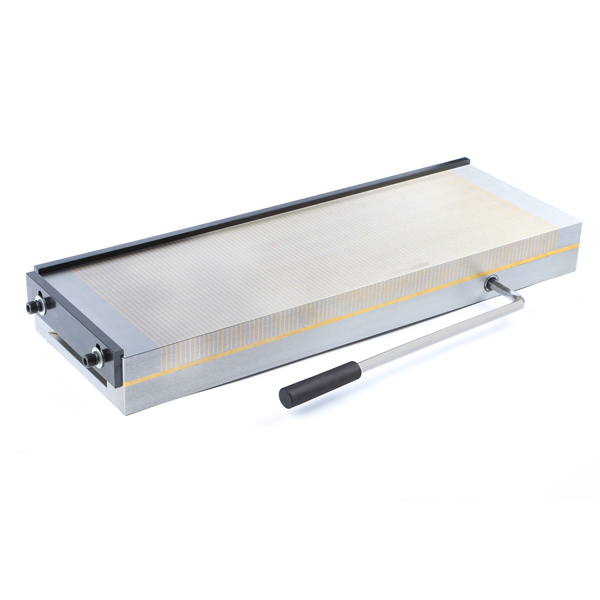
1. शुद्धतालाई असर गर्ने खरोंचहरूबाट बच्न प्रयोग गर्नु अघि सक्शन कपहरू सफा गर्नुपर्छ।
2. वर्कपीसलाई सकर टेबलमा राख्नुहोस्, त्यसपछि शाफ्टको प्वालमा रेन्च घुसाउनुहोस् र 1800 लाई घडीको दिशामा घुमाउनुहोस्, त्यसपछि मेसिनिङको लागि वर्कपीस चुस्नुहोस्।
3. -400C–500C मा परिवेशको तापमान प्रयोग गर्नुहोस्।चुम्बकीय कमी रोक्न कुनै दस्तक आवश्यक छैन।
4. यदि workpiece समाप्त भयो भने, शाफ्ट प्वालमा रेन्च घुसाउनुहोस् र यसलाई 1800 पटक घडीको दिशामा "OFF" मा घुमाउनुहोस्, त्यसपछि workpiece हटाउन सकिन्छ।
5. क्षरण रोक्न एन्टिरस्ट तेलको साथ काम गर्ने अनुहार समाप्त गर्नुहोस्।